





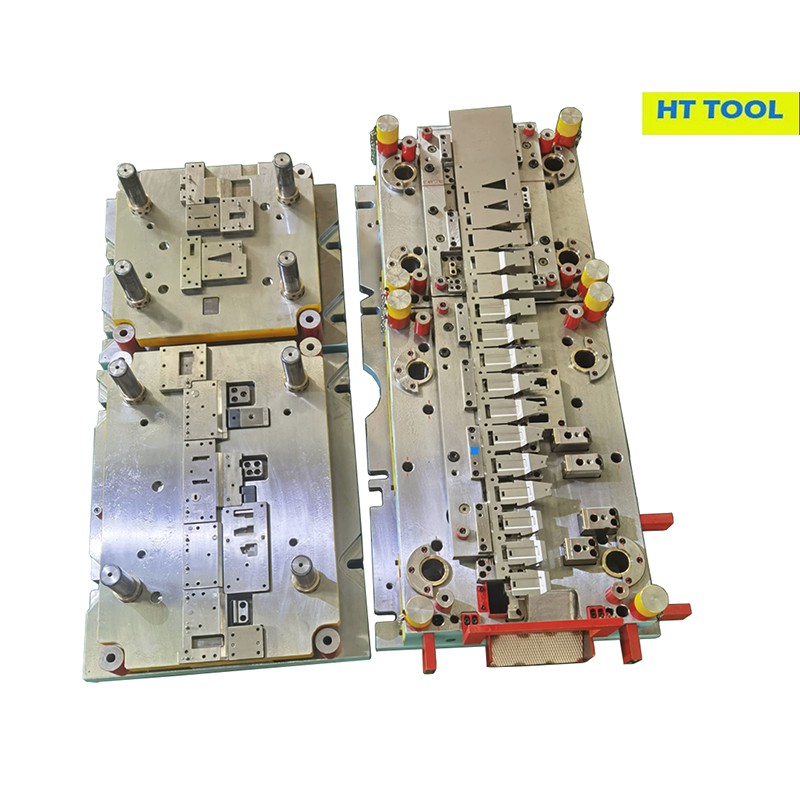
Alat Kompaun Dan Alat Progresif
Saiz produk: 2500L * 700W * 550H
Bahan: Keluli karbon, keluli tahan karat, plat aluminium, loyang, tembaga atau kepingan logam tergalvani dll.
Penerangan Produk
|
Nama Produk |
Alat Kompaun dan Alat Progresif |
|
Perkara No. |
HTTP-004 |
|
Saiz produk |
2500L*700W*550H |
|
bahan |
Keluli karbon, keluli tahan karat, plat aluminium, loyang, tembaga atau kepingan logam tergalvani dll. |
|
Ketebalan bahan |
0.5-8mm atau disesuaikan |
|
Rawatan permukaan |
Bersalut zink, bersalut serbuk, mengecat, menggilap, memberus, penyaduran krom, anodizing, sandblasting, dsb. |
|
Peralatan Pemesinan |
CNC,EDM,Argie Charmilles,Mesin Pengilangan,3DCMM, |
|
Kaedah Logo |
Ukiran laser, ukiran CNC |
|
Aplikasi industri |
Automotif, Perkakas rumah, Elektronik, Aero-angkasa |
|
Pembungkusan |
Kotak kayu atau atas permintaan anda |
|
Kemudahan Ujian |
Mesin pengukur tiga koordinat, Mikrometer, angkup, pengimbas 3D |
|
Keupayaan pengeluaran |
150set setiap tahun |
Pengenalan alat kompaun dan alat progresif:
Die stamping kompaun dibuat dengan bantuan reka bentuk die kompaun. Die ini dibuat untuk menjalankan beberapa tugas dengan setiap pukulan akhbar dan ia digunakan untuk operasi pemotongan seperti mengosongkan dan menindik. Disebabkan kebolehan mereka untuk melakukan tugasan dengan lebih cepat daripada acuan cap mudah, acuan cop kompaun lebih sesuai untuk kerja yang rumit atau sukar.
Pengecapan alat progresif sesuai untuk pengeluaran yang lama kerana kebolehulangannya yang tinggi. Satu mesin dengan beberapa stesen mati digunakan dalam kaedah pengecapan logam ini. Setiap stesen di mana operasi pengecapan dilakukan secara automatik menggerakkan jalur logam bahan stok. Bahagian yang telah siap kemudiannya mesti dipotong bebas dari jalur sebagai langkah terakhir.


Alat kompaun dan Proses Alat Progresif
Alat kompaun dan alat progresif menawarkan kaedah kos efektif dan cekap untuk menghasilkan larian volum besar dengan menggunakan acuan progresif. Die mengandungi beberapa stesen pengecapan yang melakukan operasi pembentukan unik kerana jalur kepingan logam disalurkan melalui mesin. Menggabungkan alat pengecap yang diperlukan ke dalam satu set die meningkatkan kecekapan projek pengecapan.
Komponen berikut adalah penting untuk die progresif:
❆Set Mati
❆Butang Mati (sendal)
❆Pukulan
❆Pemegang Penebuk
❆Pinggan (bahagian)
❆Pin
❆Penyingkiran Slug
❆Penelur
Alat kompaun dan progresif juga mungkin termasuk ciri seperti sub-pelapis, blok henti, slaid atau penderia. Matlamat utama komponen ini adalah untuk memastikan pengendalian bahan yang tepat.
Pengecapan logam progresif mengikut langkah berikut:
Die progresif diletakkan di dalam mesin pengecap salingan.
Akhbar bergerak ke atas, membawa acuan atas bersamanya dan membenarkan jalur logam masuk ke dalam peralatan.
Apabila penekan bergerak ke bawah, dadu ditutup untuk melaksanakan operasi pengecapan.
Bahagian siap dilepaskan dari dadu dengan setiap pukulan akhbar.
Stesen pemotongan akhir memisahkan bahagian siap dari web penghantar.
Perkhidmatan Kami
Analisis CAE:Analisis CAE yang tepat membantu meningkatkan kualiti bahagian dan mengoptimumkan cetakan pemindahan pengecap logam progresif dan proses perkakas pengecapan yang lain. Kejuruteraan serentak, semakan reka bentuk produk dan penglibatan awal boleh membantu memendekkan masa utama projek. Ini ialah contoh simulasi CAE pengecap logam progresif kami:
simulasi CAE

3D simulasi die pemindahan

Reka bentuk cetakan cetakan:Dalam jabatan reka bentuk alat, kami dapat menyediakan pelanggan kami dengan rangkaian penuh perkhidmatan. Jurutera menggunakan AUTOFORM untuk memastikan kebolehkilangan setem dan simulasi (kajian daripada retak, kedutan, lantunan semula, pampasan, video, dll. tersedia). Untuk reka bentuk perkakas 3D / 2D yang lengkap, pereka kami (x9) menggunakan perisian UG.
3D pengecapan logam progresifreka bentuk

3D pindah matireka bentuk

Pengurusan projek:Bagi setiap projek pengecapan logam progresif, kami akan menugaskan seorang jurutera projek untuk menguruskan keseluruhan prosedur dari konsep awal hingga penyiapan sempurna. Kami mempunyai pasukan pengurusan projek yang hebat, yang memiliki latar belakang kejuruteraan yang kukuh dan mahir dalam komunikasi bahasa Inggeris. Ini membantu projek anda berjalan dengan lancar dan terkawal. Kami akan memastikan pelanggan dikemas kini tentang maklumat terperinci projek ini melalui laporan mingguan dan gambar yang dikemas kini. Mudah untuk pelanggan menguruskan projek pada masa yang sama. Kami akan menyediakan perkhidmatan pelanggan standard yang tinggi dengan memperbaiki diri. Hanya satu panggilan telefon, atau e-mel, dan anda akan melihat kami bersedia untuk anda pada bila-bila masa.

Pengoptimuman kos pengeluaran:Apabila bekerja rapat dengan pelanggan dari perancangan proses sehingga mereka bentuk alat, kami sentiasa menghabiskan banyak sumber dan usaha untuk memaksimumkan kadar penggunaan bahan & pukulan tekan dan meminimumkan nombor stesen alat sambil memastikan kestabilan dan kebolehulangan pengeluaran.

Pembuatan die stamping:HT TOOL mampu mencipta pengecapan logam progresif secara dalaman untuk memenuhi semua keperluan pelanggan kami. Jabatan kejuruteraan kami bekerjasama dengan kakitangan kami yang berbakat untuk memastikan kualiti bahagian anda. Carta di bawah ialah senarai peralatan pemesinan kami:
|
Perkara No. |
peralatan |
Spesifikasi (mm) |
QTY |
|
1 |
Mesin Tekan |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Mesin penyusuan tiga dalam satu |
Lebar 600mm,tebal 0.5- 4.5mm |
1 |
|
5 |
Mesin penyusuan tiga dalam satu |
Lebar 1200mm, ketebalan 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Mesin Pengisar Permukaan |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Mesin Pengisar Manual |
150*400 |
2 |
|
10 |
Mesin Gerudi Menegak |
ф1~32 |
3 |
|
11 |
Mesin Gerudi Jejari |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Mesin Pengilangan |
1150*500*500 |
2 |
|
14 |
Mesin Pemotong Wayar Biasa |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Mesin Pemotong Wayar Pantas |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
Pengimbas 3D |
650*550 |
1 |
Percubaan stamping die:Kami mempunyai Akhbar Mekanikal dari 200T hingga 800T

Akhbar Mekanikal 200T
Saiz meja maksimum: 2400*840*550mm

Akhbar Mekanikal 400T
Saiz meja maksimum: 3300*1500*750mm

Akhbar Mekanikal 800T
Saiz meja maksimum: 4200*1800*1200mm
Perkhidmatan kedai sehenti:Sebagai pengeluar pengecap logam progresif profesional dalam industri perkakas China dengan keupayaan pepejal dan kapasiti yang besar, HT Tool and Die menawarkan penyelesaian penting kepada pelanggan dengan mereka bentuk & membina alat pembentuk sejuk & panas, memeriksa lekapan dan jig kimpalan dalam automotif global industri.
Perbandingan Antara Stamping Dies: Mudah vs. Kompaunmatilwn Progresifpengecapan logamlwn Perpindahan Meninggal Dunia
|
Ciri |
Mudah Die |
Die Kompaun atau Die Gabungan |
Progresifpengecapan logam |
Perpindahan Die |
|
operasi |
Operasi tunggal |
Berbilang operasi (lejang tunggal). Sangat terhad kepada reka bentuk. |
Berbilang operasi (jujukan). Sedikit terhad kepada reka bentuk. Sesetengah operasi lukisan yang kompleks memerlukan dadu pemindahan |
Berbilang operasi (pemindahan antara stesen). Sebarang proses operasi adalah mungkin. |
|
Stesen |
Satu stesen |
Satu stesen |
Berbilang stesen |
Berbilang stesen |
|
Kerumitan |
rendah |
Rendah hingga sederhana |
Kerumitan yang tinggi |
Kerumitan yang tinggi |
|
Ujian acuan dan sediakan |
Mudah |
Sukar |
Sederhana. Modul mengurangkan kerumitan dan meningkatkan kecekapan persediaan. |
Biasanya lebih mudah daripada progresif, tetapi memerlukan pemindahan dan mengangkat peranti yang juga rumit untuk mereka bentuk. |
|
Kecekapan |
Sangat rendah |
rendah |
Sangat tinggi |
tinggi. Lebih perlahan daripada progresif memandangkan operasi pemindahan yang diperlukan. |
|
kos |
Kos perkakas yang rendah, kos unit bahagian yang tinggi |
Kos perkakas sederhana, kos unit bahagian sederhana |
Kos perkakas yang tinggi, kos unit bahagian yang sangat rendah |
Biasanya peralatan dan kos unit lebih tinggi daripada progresif |
|
Jumlah pengeluaran |
Kelantangan rendah |
Isipadu sederhana hingga tinggi |
Jumlah tinggi (sesuai untuk pengeluaran besar-besaran) |
Kelantangan tinggi, (sesuai untuk pengeluaran besar-besaran) |
|
Kesesuaian |
Bahagian mudah |
Bahagian mudah |
Bahagian kompleks |
Bahagian yang lebih besar dan/atau cekung, bahagian yang kompleks |
|
Kadar penggunaan bahan |
Sederhana hingga tinggi |
Sederhana hingga tinggi |
Sederhana. Keperluan untuk juruterbang dan pengangkut boleh mengurangkan penggunaan bahan. Reka bentuk yang baik boleh mengurangkan sekerap yang dihasilkan. |
Sederhana hingga tinggi |
|
Operasi mengosongkan |
1 pukulan |
1 pukulan |
Operasi terakhir |
Operasi pertama |
Alat kompaun dan alat progresif Aplikasi:

Penghantaran&Pakej untuk alat Kompaun dan alat progresif:

Masa utama untuk alat Kompaun dan alat progresif:
|
|
Alat Progresif |
Alat Kompaun |
||||
|
Masa utama |
Mati kecil (Kurang daripada atau sama dengan 1 M) minggu |
SederhanaSaiz ( 2 M-3M ) minggu |
besar Saiz (3M- ) minggu |
Spusat beli belahSaiz Kurang daripada atau sama dengan 2000 mm minggu |
Medium mati 2000-3000mm minggu |
Saiz Besar Lebih besar daripada atau sama dengan 3000mm minggu |
|
Simulasi |
2 -3.5 minggu |
3.5 -5.5 minggu |
5.5 minggu |
2 -3.5 minggu |
3.5 -5.5 minggu |
6 minggu |
|
Reka bentuk |
||||||
|
Corak |
|
|
|
0.5 minggu |
0.5 minggu |
1 minggu |
|
Tuangan/keluli |
0.5 -1 minggu |
1 minggu |
1.5 minggu |
3 minggu |
4 minggu |
4 minggu |
|
Pembuatan |
2.5 -3.5 minggu |
3.5 -5.5 minggu |
7 minggu |
2.5 -4 minggu |
3.5 - 5.5 minggu |
7 minggu |
|
Rawatan haba |
||||||
|
Perhimpunan |
3 - 4 minggu |
5 - 10 minggu |
10 minggu |
3 - 4 minggu |
5 - 10 minggu |
10 minggu |
|
Bahagian potong laser |
||||||
|
Matikan bahagian alat |
||||||
|
Bahagian OK |
||||||
|
Beli off |
||||||
|
Jumlah |
8 -12 minggu |
13 -22 minggu |
24 minggu |
11 -15 minggu |
16.5 -25.5 minggu |
28 minggu |
Soalan Lazim:
Apakah pelbagai jenis die?
✹Pelbagai Jenis Mati
✹Die Mudah.
✹Maut Kompaun.
✹Mati Progresif.
✹Perpindahan Mati.
✹Die Gabungan.
✹Berbilang Mati.
✹Die belah bulat.
✹Die Boleh Laras.
Definisi dan Proses untuk Alat Kompaun?
Setem Alat Kompaun berbeza daripada Setem Alat Progresif dalam menyelesaikan berbilang operasi - seperti memotong dan membentuk - dalam satu pukulan. Kaedah ini adalah serupa dengan chef yang melakukan beberapa tugas memotong dalam satu gerakan pantas.
Ia amat berkesan untuk menghasilkan bahagian rata, di mana berbilang ciri mesti ditambah secara serentak. Pendekatan lejang tunggal ini memastikan ketepatan dan penjajaran yang tinggi, menjadikannya sesuai untuk bahagian dengan ketepatan dimensi yang paling utama.
Kelebihan KompaunPengecapan Alat?
Kelebihan utama Compound Tool Stamping ialah ketepatannya. Memandangkan berbilang operasi dilaksanakan dalam satu lejang, risiko salah jajaran antara proses diminimumkan, menghasilkan bahagian yang sangat tepat.
Kaedah ini juga cekap untuk menghasilkan komponen rata, kerana ia mengurangkan bilangan hits yang diperlukan berbanding kaedah lain, sekali gus mempercepatkan pengeluaran.
Selain itu, Setem Alat Kompaun cenderung menghasilkan kurang bahan sekerap, menyumbang kepada penjimatan kos dan kelestarian alam sekitar.
Kelemahan dan Hadalat Kompaun
Had Pengecapan Alat Kompaun termasuk kelajuan pengeluarannya yang lebih rendah daripada Pengecapan Alat Progresif, kerana ia biasanya digunakan untuk kerja yang lebih terperinci dan tepat berbanding pengeluaran besar-besaran berkelajuan tinggi.
Selain itu, terdapat kaedah yang lebih baik untuk bahagian kompleks yang memerlukan beberapa operasi lenturan atau pembentukan. Kerumitan dan kedalaman bahagian yang boleh dihasilkan adalah terhad, yang bermaksud kaedah ini paling sesuai untuk komponen yang lebih ringkas dan rata.
Cool tags: alat kompaun dan alat progresif, alat kompaun China dan pengeluar alat progresif, pembekal, kilang, Stamping Hardware Stamping Die, Mati setem ketepatan tinggi, Stamping kelajuan tinggi, Stamping logam lain meninggal dunia, Prototaip mati, Punch riveting mati
Sepasang
Logam Lembaran Alat ProgresifSeterusnya
mati stamping berkelajuan tinggiAnda mungkin juga berminat





Hantar pertanyaan